

Производственное оборудование
Оборудование для производства фанеры, представленное сегодня на рынке, отличается по производительности, комплектации, требуемой площади, мощности, характеристикам готовой продукции, а также объёму ручного труда.
Так, китайская полуавтоматическая линия по изготовлению фанеры «Лунивэй» производительностью около 10 000 куб. м в год, состоящая из 24 агрегатов общей мощностью 300 кВт, обойдётся предпринимателю примерно в 6 млн рублей. Этот вариант один из самых бюджетных. На заметку: сегодня практически любой банк может предложить предпринимателю .
В состав линии входят лущильные станки и сушилки для шпона, резательные станки для досок, многодисковая круглопильная пила, станки для нанесения клея, подпрессовщик, горячий пресс, шлифовальная машина. Для установки оборудования потребуется помещение площадью примерно 1500-2000 кв. м, имеющее высоту потолков не менее 7,5 м.
На такой линии можно производить ламинированную фанеру формата 1220×2440 мм с использованием листов толщиной от 3 до 30 мм. Количество слоёв может быть разным, но не менее трёх.
Дополнительно потребуется приобрести паровой котёл для пресса, трансформатор, вилочный погрузчик и ёмкости для гидротермической обработки древесины.
Для обеспечения работы линии потребуется 28 работников в смену, в числе которых: лущильщики, нарезчики шпона, технолог, начальник производства, оператор горячего пресса, грузчики и т. д.
Впрочем, оборудование не единственная забота предпринимателя, решившего основать собственное производство фанеры
Важно найти подходящее для цеха помещение и подготовить его к работе
Требования к помещению
Процесс изготовления фанеры сопровождается сильным шумом и считается вредным для работников ввиду токсичности используемых клеящих составов. Кроме того, такое производство считается пожароопасным, поскольку исходное сырьё – древесина – является легковоспламеняющимся материалом. Все эти особенности следует учитывать при проектировании мини-завода.
Между складскими, производственными и бытовыми помещениями должны быть капитальные стены. В помещении обязательно наличие аварийных выходов.
При обустройстве здания следует руководствоваться «Правилами техники безопасности и производственной санитарии для деревообрабатывающих цехов».
Проект весьма затратный, правовой статус ООО позволит привлечь в бизнес компаньонов и инвесторов (см., ). Кроме того, крупные заказчики предпочитают сотрудничать с юридическими лицами, являющимися плательщиками налога на добавленную стоимость (НДС).
Вид деятельности, который следует указывать в качестве основного при регистрации в налоговой службе, – 16.21 «Производство шпона, фанеры, деревянных плит и панелей».
Лицензированию такая деятельность не подлежит. Однако учитывая, что в процессе производства используются смолы на основе фенола и формальдегида, а также при шлифовании фанеры образуется пожароопасная древесная пыль, цех может быть отнесён к опасным производственным объектам. Поэтому открытие предприятия необходимо согласовать с Ростехнадзором и МЧС.
Склеивание фанеры
Склеивание фанеры производится в холодных или горячих прессах. Холодные пресса периодического действия могут быть одно- и многоэтажными. Для горячего склеивания применяются как непрерывные одноэтажные пресса, так и периодические одно- и многоэтажные.
Наибольшее применение нашли многоэтажные пресса горячего склеивания (П714Б, ДА4438, Д4038, П20 (Россия), НР «Angelo Cremona» (Италия), пресса фирмы «Raute» (Финляндия) (рис. 2) и др.). Рабочие промежутки пресса закрываются последовательно, начиная с нижнего. Используется симультанный механизм, обеспечивающий одновременное закрытие всех промежутков пресса. Операции загрузки и выгрузки клеильного пресса пакетами шпона трудоемки и осуществляются посредством подъемных платформ, многоэтажных этажерок, элеватора.

Рис. 2. 30-пролетный клеильный пресс «Raute»
При склеивании холодным способом пресс, как правило, используют только для создания необходимого давления. Дальнейшая выдержка пакетов осуществляется в зажатом с помощью специальных стяжек состоянии на подстопных местах.
В каждом промежутке пресса можно склеивать по одному и по несколько пакетов шпона. Суммарная толщина пакетов 12…20 мм и зависит от высоты промежутка пресса. Склеивание шпона по несколько пакетов обеспечивает максимально возможную производительность пресса. Однако предпочтительнее склеивать по одному листу фанеры в каждом пролете пресса, так как при этом уменьшаются упрессовка и коробление за счет более равномерного прогрева. Отметим, что при этом снижается производительность пресса, но этот недостаток устраняется путем механизации загрузочно-разгрузочных работ, а также уменьшается продолжительность выдержки в прессе.
Цикл работы клеильного пресса (рис. 3):
К основным параметрам режимов склеивания фанеры относятся: температура плит пресса (t), давление прессования (P), продолжительность прессования (τ).
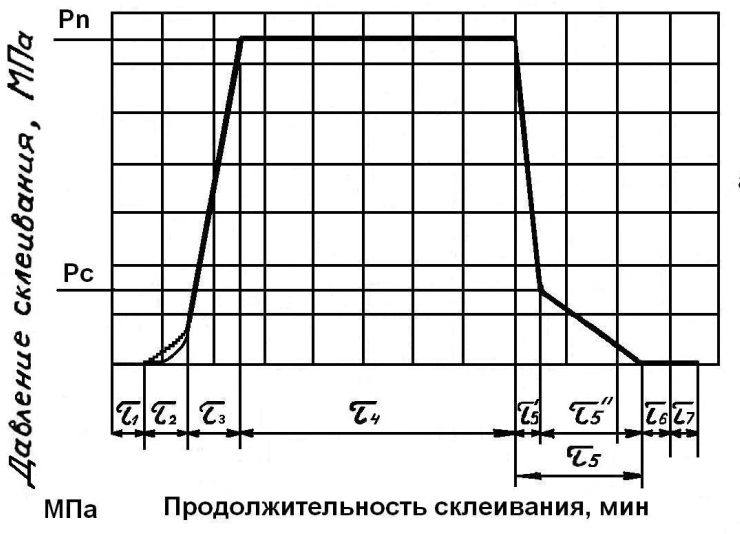
Рис. 3. Составляющие цикла склеивания и диаграмма изменения давления при склеивании фанеры: τ1 — загрузка пакетов шпона в пресс; τ2— подъем стола пресса до закрытия промежутков; τ3 — создание рабочего давления; τ4 — выдержка пакетов под давлением; τ5 — снижение давления, ( τ’5 — время снятия давления в первом, τ»5 – время снятия давления во втором периоде); τ6 — опускание стола пресса; τ7 — выгрузка фанеры из пресса.
Для горячего способа склеивания, в зависимости от вида применяемого клея, температуру плит пресса устанавливают в следующих пределах:
- казеиновый – 115…135 оС,
- карбамидные – 115…130 оС,
- фенольные – 140…145 оС,
- бакелитовая пленка – 150…155 оС.
Давление прессования обеспечивает требуемую площадь контакта между склеиваемыми листами шпона. Величина давления зависит от породы древесины, шероховатости поверхности шпона и количества наносимого клея. Чаще всего давление составляет 1,8…2 МПа для горячего склеивания и давление 0,7…1,4 МПа – для холодного склеивания.
Продолжительность склеивания – фактор, определяющий производительность процесса склеивания. Продолжительность склеивания зависит от толщины склеиваемого пакета, слойности, температуры плит пресса, влажности, толщины шпона, породы древесины, вида применяемого клея и может колебаться от 2 до 6 часов при холодном склеивании и от 2 до 20 минут при горячем.
Производительность клеильных прессов (А, м3/ч) определяется по формуле:
где n – число промежутков пресса; m – число пакетов в одном этаже пресса; F – площадь листа фанеры в обрезном виде, м2; S – толщина фанеры, мм; Kв – коэффициент использования рабочего времени, Kв=0,97; τ4 – продолжительность склеивания, мин; τ5 – продолжительность снижения давления, мин; τвсп – продолжительность вспомогательных операций, мин;
τвсп=τ1+τ2+τ3+τ6+τ7=3-5 мин.
Для придания листам фанеры товарного вида после склеивания, они подвергаются дальнейшей обработке, которая включает следующие операции: охлаждение, обрезку, сортировку, починку, шлифование и циклевание.
Охлаждение служит для снижения температуры и влажности. Фанеру обдувают воздухом комнатной температуры.










Если конечная влажность фанеры превышает допустимую (15 % при склеивании белковыми клеями и 10 % – синтетическими), то ее подвергают дополнительной сушке в камерных сушилках периодического действия.
Обрезка фанеры
Обрезка фанеры необходима для выравнивания кромок (прямолинейность) и установления прямоугольности углов. Производится чаще всего на круглопильных станках с одной (ЦФ-5) или несколькими пилами (ЦК-2, ЦТ- 3Ф, ЦФ-2, ЛФО-16, «Raute» и др.). Наибольшее распространение получили двухпильные станки, где пилы установлены под углом 90о друг к другу. Расстояние между пилами равно номинальному размеру листа фанеры.
Для обрезки фанеры с 4-х сторон используют спаренные двухпильные станки.
Производительность такого агрегата (А, листов/час) определяется по формуле:
где U – скорость подачи, м/мин; n – число листов в пачке, шт.; Км – коэффициент использования машинного времени; Кв – коэффициент использования рабочего времени; l – длина необрезного листа (для неквадратного листа l равно полусумме длины и ширины), м.
Одной из самых ответственных операций при обработке фанеры является сортировка.
Чем больше сортов высокого качества, тем больше прибыль предприятия.
Существует 5 сортов фанеры общего назначения:
Сортировку фанеры выполняют бригады из двух высококвалифицированных специалистов. Клееная фанера рассортировывается по породам, форматам, толщине, направлению волокон наружных слоев, маркам, сортам, виду обработки (шлифованная и нешлифованная).
Основными дефектами являются нахлесты, вмятины, обзол, царапины, просачивание клея, коробление, слабые углы, пузыри, некондиционная толщина.
Сортирование фанеры – трудоемкая и тяжелая операция, поэтому созданы сортировочные линии.
Лист фанеры попадает на контрольный стол с механизмом подъема листа до наклонного положения, чтобы хорошо была видна нижняя часть листа. Оператором с помощью пульта управления лист маркируется на маркировочном устройстве и направляется в сортировочный конвейер. С помощью блока управления лист подается в соответствующий карман. Для контроля толщины установлен толщиномер.
Если при сортировке обнаружены серьезные дефекты, лист отправляют либо на переобрез на меньшие форматы, либо на участок починки, чтобы повысить сортность.
Починка фанеры. Трещины заделываются вставками овальной формы, канавка выбирается торцовой фрезой. Можно использовать замазку в м.ч.: КФС — 50, раствор казеина в мочевине – 50, древесная мука – 5, щавелевая кислота – 3, тальк – 100, охра (цвет) – по цвету. Слабые углы исправляются разведением слоев и введением клея, запрессовкой. Пузыри вскрывают ножом, вводят в образующуюся полость клей и запрессовывают в винтовом прессе. Дефекты поверхности листа фанеры (вмятины, царапины) устраняются путем шлифования и циклевания.
Особенности применения
При использовании фанеры следует учитывать некоторые ее особенности.
Располагая плоские детали в трех взаимно перпендикулярных плоскостях, легко добиться высокой прочности изделия. Главное – грамотно распределить действующие нагрузки и обеспечить надежность креплений.
Гвозди очень трудно входят в пласть листа, а в торце практически не держат. Использовать гвозди можно только в качестве нагелей – забивая в предварительно просверленное отверстие. Они используются под нагрузки «на срез» и сравнительно слабо сопротивляются выдергиванию.
Саморезы и шурупы, вкрученные в пласть, очень хорошо сопротивляются выдергиванию. Но практически всегда для их установки нужна предварительная засверловка.
При распиливании фанеры нужно учитывать легкость, с которой при этой операции возникают поверхностные сколы и отрывы шпона. Для получения чистого реза нужно использовать мелкозубые пилы, высокоскоростные распиловочные станки с подрезной фрезой, а при работе ручным инструментом оставлять запас для чистовой обработки шлифованием. Для шлифования нужно использовать ленточную шлифмашину с направлением движения ленты вдоль кромки.
Основная область применения фанеры – это строительство. Ее применяют для обшивки каркасных конструкций и облицовки, в качестве основы под кровлю или напольного покрытия.
В зависимости от марки этот материал применяется в производстве тары и мебели, в судостроении и вагоностроении. Из него делаются настилы под груз и переставная опалубка для бетонных работ.
Изготовление шпона своими руками
Изготовление шпона вполне осуществимо и в домашних условиях. Если имеется хотя бы небольшой навык обращения с деревом и некоторые инструменты – можно смело приступать к решению этой задачи. Чтобы изготовить своими руками пилёный шпон, необходим деревянный брус, на котором следует сделать вертикальную разметку линиями на расстоянии не более 12 мм. Далее, закреплённый на верстаке брус нужно распилить по разметке лобзиком или пилой.
Аналогичным способом можно получить строганный шпон. В данном случае заготовка обрабатывается с помощью электрического рубанка. Чтобы своими руками сделать лущёный шпон нужна заготовка цилиндрической формы. Заготовку следует закрепить так, чтобы она вращалась. Снимая по спирали слои древесины можно получить листы большого размера.
Область применения шпона довольно широкая – от производства мебели, декоративной фанеры, музыкальных инструментов, до отделки салонов автомобилей и круизных морских лайнеров. Отделка шпоном придаёт изделиям уникальность и привлекательность благодаря естественной красоте текстуры дерева. Ресурсы древесины ценных пород неумолимо уменьшаются, а использование шпона помогает экономить этот уникальный, дефицитный материал.
Особенности ламинированного вида
Ламинированные древесно-стружечные плиты обладают определенными качествами. К примеру, перекрещивающиеся под разными углами волокна придают им прочности и гибкости. Особое покрытие защищает их от влаги, химических реагентов, солнечных лучей и механических повреждений. Такой стройматериал отличается и ударопрочностью. Он хорошо переносит различные нагрузки.
Особой популярностью пользуется водостойкая ламинированная фанера. Она очень прочная, а ее способности универсальны. В процессе производства плиты склеивают при помощи формальдегидного клея и покрывают специальной пленкой, которая не боится действия воды и химических средств. Это делает их более износостойкими. Кроме того, древесно-стружечные плиты получаются довольно толстыми.
Если вы решили использовать такой стройматериал, то должны знать, что он препятствует появлению плесени на стенах и потолке. Поэтому можете смело отделывать влагостойкими ламинированными плитами внутренние поверхности помещений и фасады зданий. Прослужить такой стройматериал может довольно долго. Отметим, что строить из него можно все что угодно в любое время года.
Качество, прочность, долгий срок службы – это именно те характеристики, которые сделали древесно-стружечные плиты особенно популярными.
Подбор материала
Чтобы в последствии не возникало вопроса, почему скрипит ламинат, необходимо правильно выбрать фанеру под основу. Определившись с общими качествами фанеры, стоит поговорить об отдельных её марках и определить, какую фанеру стелить под ламинат.
Разновидностей фанеры существует огромное множество, среди которого встречаются дешёвые очень дорогие варианты, например, марка БС имеет очень высокую цену и используется только в строительстве водных судов и воздушного транспорта.
Также фанера различается своей прочностью, влагостойкостью и токсичностью, которая не позволяет использовать определённые марки в закрытых помещениях (прочитайте: «Какая фанера лучше для пола – выбираем марку и сорт материала»).
Разновидности фанеры, применяемые для укладки пола в помещениях:
- Фанера марки ФСФ имеет высокий показатель влагостойкости, однако не рекомендуется к применению в жилых помещениях из-за токсичности клея.
- ФОФ – марка фанеры, которая совершенно безвредна, ведь для её изготовления используются клея без токсинов, однако здесь проявляется её минус – плохая влагостойкость.
- Марка ФК способна выдержать воздействие небольшого количества воды, однако поливать её также не стоит. Фанера безвредна и может применяться для монтажа основания под ламинат.
Говоря о том, какая фанера нужна для пола под ламинат, также стоит обратить внимание на материал, из которого склеивается фанера:
- Хвойная основа устойчива к различным воздействиям, например, грибку, однако при взаимодействии с клеем смола может выделять токсины, поэтому её практически не применяют в жилых помещениях.
- Берёзовая фанера – лучшее решения для укладки основания под ламинат, ведь она не выделяет токсинов и достаточно прочна, однако от грибка и вредителей её стоит обработать специальными антисептиками.
Рассмотрев все вариации фанеры, стоит отметить, что фанера марки ФК из берёзы – идеальный вариант для настила под ламинат, а для наружной работы лучше применять марку ФСФ из хвои.
Выбрав марку фанеры, стоит выбрать подходящий сорт и кодировку. Сорта делятся по качеству материала:
- Первосортная фанера не имеет каких-либо изъянов и может применяться для выравнивания пола, однако она имеет очень высокую цену.
- Второсортная фанера имеет небольшие недостатки, например, вставки шпона и сучков. Применяется для укладки основания, однако это также не самый дешёвый вариант.
- Третьесортная фанера – идеальный вариант для настила под ламинированное напольное покрытие. На поверхности фанеры находится множество сучков и трещин, однако они не помешают работе. Фанера обладает прекрасным сочетанием цены и качества. Лучше делать выбор так, чтобы толщина фанеры под ламинат была чуть больше, чем будет указано ниже.
- Четвёртый сорт фанеры не подойдёт для монтажных работ, связанных с полом, ведь он имеет сильные неровности, а его цена не сильно ниже предыдущего варианта.
На ценнике фанеры также будет написана кодировка, например, ФК-3Е1Ш1, которая нам нужна. В ней указана различная информация о фанерном листе, разбираться в которой нет необходимости.










Производство фанеры

Фанера — это высококачественный строительный материал, который имеет множество слоев, по-другому ее еще называют – древесно-слоистая плита.
Фанеру изготавливают из шпона, количество слоев которого чаще всего не четное, то есть от трех и более слоев.
Для того, чтобы создать очень прочный материал, слои шпона накладывают друг на друга строго по перпендикуляру, для того, чтобы слои дерева максимально прилегали друг к другу.
Сферы применения:
- в строительстве;
- для изоляции изделий в электротехники;
- в различной авиационной промышленности;
- для производства мебели (ДСП);
- в судостроении.
Оборудование для производства фанеры
Изготовление сырья, как и самой фанеры, — высокотехнологический процесс. И оборудование, которое используется на подобном производстве должно быть очень качественным и высокотехнологичным. Также следует отметить, что специалисты и работники такого сложного производства должны быть квалифицированными специалистами.
Качественное оборудование для производства фанеры, может обеспечить способностью, выпускать и производить качественную и прочную продукцию, удовлетворяющую потребительский спрос на рынке строительных материалов.
Если говорить точнее о нужном оборудовании для производства, то здесь стоит отметить что количество оборудования для производства очень большое и разнообразное.
К нужному оборудованию относиться:
- различные станки, как для обработки шпона, так и для конечной обработки листов фанеры;
- оборудование для нанесения клея и склеивания готовых листов шпона;
- оборудование для изначально вспенивания клеящей суспензии;
- клеянаносящий станок;
- механизм для четкой и правильно укладки листов;
- механизм для подачи листов шпона и фанеры на линию обработки;
- околопрессовой механизм;
- станки для шлифования;
- дробильный станок;
- станок для отходов.
В итоге стоит сказать, что даже изготовление данного оборудования довольно тяжелый процесс, а изготовление шпона и фанеры тем более.
Технология производства фанеры
Изначально полученные бревна разделяют на чураки. Длина чураков обычно приблизительно равно длине будущего шпона, из которого и складывают листы фанеры.
Чураки разрезают на специальных станках, и распаривают в специальных предназначенных для этого емкостях с набранной горячей водой, для того чтобы придать чуракам эластичности и мягкости.
Горячая вода используется для того, чтобы древесина не полупилась и не разрушилась.
Чтобы изготовить качественную фанеру, используют шпон с процентом влажности не больше 6%. Чтобы получить шпон такой влажности его хорошо просушивают в разных специальных устройствах, а после этого делят на разные сорта, по принципу наличия сучков, отростков которые не были удалены в процессе обработки и других разнообразных дефектов.
Чтобы качественно повысить сорт изготовленного и обработанного шпона, требуется нормализация размеров шпона. Для этого некоторые листы шпона обрабатывают вручную, то есть вырезают различные дефекты, сучки, отростки, а заделывают шпоновыми заплатками, которые выравнивают лист, и повышают его качество и сорт. Все это делают по средствам различных станков.
После данных манипуляций и регулирования качества шпон требует в обработке и кондиционировании, и только после всего этого он поступает в тот цех, который и склеивает листы, создавая фанеру.
Далее готовую фанеру укладывают в упаковочные пакеты и транспортируют.
После того как фанеру обработали и склеили на станках, перед тем как упаковать, ее обрабатывают на круглопильных станках, которые обрезают лишние части готовых листов фанеры под один требуемый размер.
Самые лучшие сорта шлифуют и обрабатывают на специальном шлифовальном станке или другом имеющимся оборудовании. Фанеру, которая поддалась шлифовке, обладает большей прочностью и износостойкостью, а также менее подвержена различным механическим и техническим повреждениям. Такую готовую фанеру называют калиброванной.
После всех этих обработок и шлифовок, фанеру упаковывают и маркируют для отправки и доставки к заказчику.
Что это такое?
Что делают сначала натяжной потолок или обои
Ламинированная фанера – это фанера, которая не боится воды и устойчива к механическим повреждениям благодаря специальной защитной оболочке, покрывающей её снаружи. Внутренние слои, как и у обычной фанеры, изготовлены из нескольких слоёв склеенного и спрессованного шпона (тонких срезов древесных стволов от 1 до 10 мм толщиной), ДВП или комбинации этих материалов. Для придания повышенной влагостойкости слои шпона также могут пропитываться водоотталкивающими составами.
Обычно технология создания ламинированной фанеры предполагает следующее:
- слои шпона пропитывают водозащитными и клеящими составами и соединяют методом горячего прессования (давление от 13 до 30 кг/см², температура – 130° C);
- поверхность полученного фанерного листа шлифуют и термическим методом наносят ламинирующую плёнку;
- торцы ламинированной фанеры защищают акриловым составом, иногда их тоже ламинируют, но это сильно повышает стоимость материала.
Технология изготовления фанеры своими руками
Сегодня фанеру можно приобрести в каждом строительном магазине. Но многих любителей все делать самостоятельно интересует, как сделать фанеру своими руками. Оказывается, и это возможно. Для изготовления фанеры вам понадобится шпон, его также можно сделать самостоятельно.
Изготовления шпона в домашних условиях
Шпон делится на три вида:
Натуральный – шпон, который имеет натуральный цвет и структуру древесины. Изготавливается путем спиливания, слущивания и строгания тонких слоев
Важно сохранить древесную структуру. Экологически чистый материал, очень легкий.
Цветной шпон – это тот же натуральный шпон, только окрашенный в различные цвета.
Файн-лайн – получается после реконструкции старого лущеного шпона, который формируют в блоки, а из них, в свою очередь, изготавливают шпон. Он может иметь любую цветовую гамму, рисунок и размеры как у натурального дерева.
Он может иметь любую цветовую гамму, рисунок и размеры как у натурального дерева.
В зависимости от способа изготовления бывает:
- Шпон пиленый – из всех видов самый толстый материал, получается в процессе пиления.
- Строганый шпон – получается в процессе строгания деревянных брусков.
- Лущеный шпон – изготавливается при помощи шпонолущильного механизма.

Подготовка древесины для получения фанеры
Для фанерного производства используется высококачественная древесина. Наличие значительных пороков – сучковатость, косослойность и особенно наличие трещин различного происхождения сильно снижают качество шпона и его выход. Бревна, предназначенные для производства фанеры, разрезают на части, называемые чураками. Нарезка выполняется на круглопильных станках или вручную электропилами. При распиливании удаляется часть дефектной древесины. Длина чураков равна длине шпона, который необходимо получить. С чураков удаляют кору и луб. Этот процесс называется окорка.
Для придания древесине мягкости, чтобы уменьшить повреждение шпона при его нарезке, ее замачивают в специальных бассейнах с горячей водой или нагревают в автоклавах. Производственные бассейны бывают открытые и крытые. В открытых бассейнах варка чураков проходит циклами. В крытых емкостях сырье обрабатывается непрерывно (проходной тип обработки). Также для пропаривания древесины иногда используют варочные ямы, куда подается горячий пар.










Нарезка шпона называется лущение. Его проводят в лущильных станках. Это операция резания древесины по спирали, в результате которой получается лента стружки заданной толщины. На качество получаемого шпона существенно влияют технические характеристики и правильная настройка станка.
Готовый шпон с помощью гильотин или роторных ножей режут на листы нужного размера. Листы подсушивают до 6% влажности и сортируют. Выявляют пороки и дефекты древесины в шпоне. Сортность шпона – важный показатель, который определяет его дальнейшую роль в технологическом процессе.
Производство шпона (лущение)

Для нарезания тонкого слоя шпона применяются специальные лущильные станки. Толщина срезаемого с заготовки шпона может регулироваться в зависимости от производственных задач и свойств древесины. Выходящий из станка шпон нарезается на листы заданной длины с помощью роторного или гильотинного ножа.
Готовые листы отправляются в сушильную установку для снижения концентрации влаги в древесных волокнах до требуемого технологией 6-процентного значения. Далее проводится сортировка листов, в зависимости от выявленных дефектов заготовки относят к тому или иному сорту. Некоторые изъяны материала могут устраняться посредством:
- Шпонопочинки – процедуры заклеивания трещин, образовавшихся на торцах, а также удаления дефектных участков шпона и вклеивания на их место соответствующей по размеру, форме и цвету заплаток;
- Ребросклеивания – разделения листа со значительными дефектами на отдельные сегменты, которые впоследствии заново склеиваются вместе. Подобные листы в дальнейшем будут располагаться во внутренних слоях готовой фанеры.
Технология изготовления фанеры
Как уже понятно из вышесказанного, технология изготовления фанеры на заводе состоит из нескольких этапов. Рассмотрим подробнее, как изготавливают фанеру на заводе.
- Первичная подготовка бревен. Для изготовления фанеры отбирается сырье. Нормативы отбора зафиксированы в ГОСТ 9462-88. Доставленные на деревообрабатывающий завод бревна окоряются, разрезаются на необходимую длину – в зависимости от заданной ширины листа, затем некоторое время размачиваются в горячей воде – гидротермически обрабатываются.
- Лущение. Подготовленные бревна с помощью лущильного станка распускаются на тонкие листы шпона. Толщина шпоновых пластин составляет 1,5-1,8 мм. Принцип действия лущильного станка идентичен работе карандашной точилки. Только лезвие в точилке закреплено под наклоном, а в лущильном станке – прямо. Лезвие станка установлено по касательной к годичным кольцам бревна. Кстати, изобретателем лущильного станка также является наш соотечественник. Профессор Фишер изобрел его в 1819 году.
- Нарезка, сортировка, починка. Полученный шпон разрезается на листы определенного размера. Далее полученный шпон сортируется. В дело идут не только цельные листы шпона. Для производства годятся пластины, шириной не менее 490 мм. Не цельные куски склеиваются «на ус» и ребросклеивание. Починенные таким образом листы используются для изготовления внутренних слоев листа фанеры.
- Сушка. Отсортированные листы сушатся в специальной камере.
- Склеивание. Готовые листы склеивают между собой, при этом располагают пластины шпона таким образом, чтобы волокна древесины следующего слоя были перпендикулярно древесным волокнам предыдущего. Этот способ придает листу фанеры прочность. Количество слоев зависит от заданной толщины листа. Для склеивания используется клеевой состав, рецептура которого каждым производителем держится в секрете. Пластины шпона с нанесенным клеем собираются в пакеты, затем происходит этап холодного прессования. После этого листы подвергаются еще горячему прессованию.
- Обрезка и маркирование. Готовые листы обрезают в размер, сортируют и маркируют в зависимости от сорта и марки.

Сорта и марки фанеры
Фанеру изготавливают из древесины хвойных пород и березы. Березовая фанера более прочная, но и более дорогая. Поэтому материалы для широкого потребления, например, в строительстве, чаще всего делают из хвойной древесины.

Существуют стандарты на изготовление пяти сортов фанеры. Сорт Е – элитный. В нем не допускается наличие дефектов на лицевых поверхностях. Остальные сорта – от I до IV допускают разные дефекты поверхности листа: наличие сучков, в том числе, и выпавших, трещин, червоточин, коробления, и пр.
https://youtube.com/watch?v=4NoSYIGcLGw
Вот так, в общих словах, выглядит процесс изготовления фанеры. На видео можете более подробно ознакомиться, как делают фанеру из березы или другой древесины.
Рынок сбыта
В России основными покупателями фанеры являются производители мебели и строительные компании. Особняком стоят судостроительные предприятия, изготовители автомобильной и железнодорожной техники, где используется фанера особых видов.
Новому предприятию придется конкурировать с действующими отечественными производителями, поставщиками фанеры из Германи, Египта, а также с дешевой китайской продукцией.
На этапе разработки бизнес-плана необходимо составить перечень потенциальных оптовых покупателей, выявить их потребности и постараться узнать, насколько они довольны действующими поставщиками. Располагая этой информацией, можно обеспечить себе конкурентное преимущество и переманить клиентов, предложив выгодные цены или отсутствующие у других производителей позиции товара.
Вывод
Просмотрев видео в этой статье можно получить более подробную информацию, про организацию процесса изготовления фанеры, которую часто используют на заводах. При этом на основании текста, который представлен выше, следует сделать вывод о том, что для создания собственного производства необходимо иметь соответствующее оборудование, которое бы отвечало всем требованиям предприятия и его мощностям.
Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня я расскажу вам про то как должна быть организована технология производства фанеры.
Сегодня мы познакомимся с получением фанеры, мы обойдем это производство от поставки сырья и до отправки готовой фанеры потребителям. Не знаю почему, но про подготовку сырья все молчат, и это является среди специалистов как бы секретом, о котором я и расскажу!
За счет прочности толщину готовой фанеры из березы можно делать меньше чем к примеру из ели. Из недостатков березового сырья можно отметить повышенный износ ножей из за твердости, большое количество кривизны, наличие ядра древесины березы.





