

Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
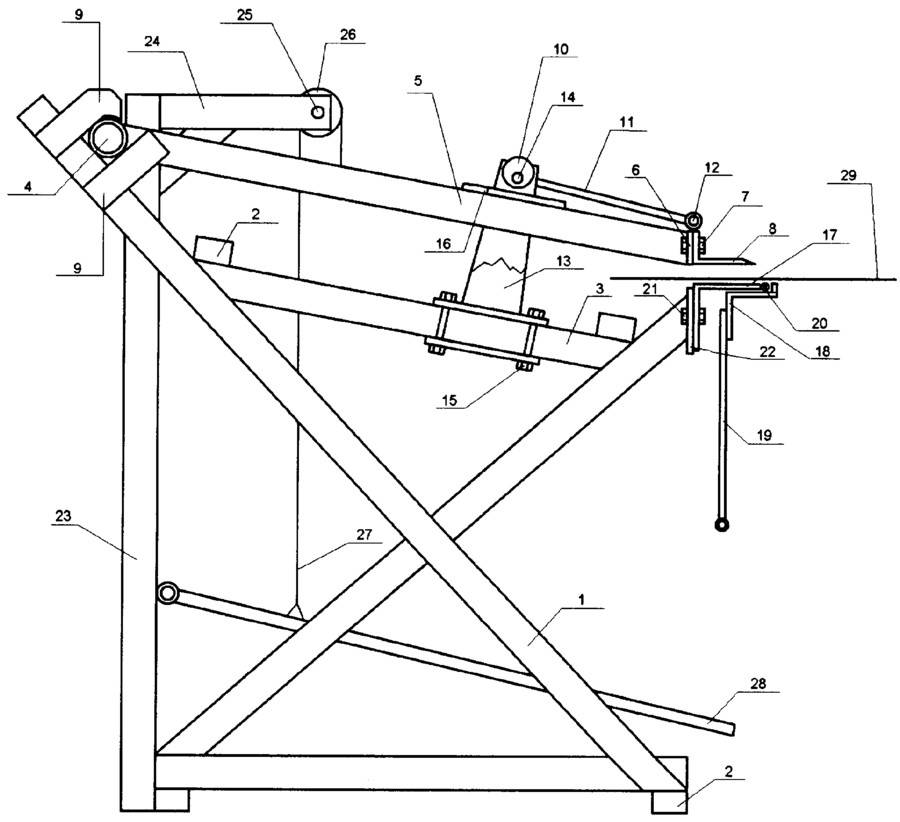
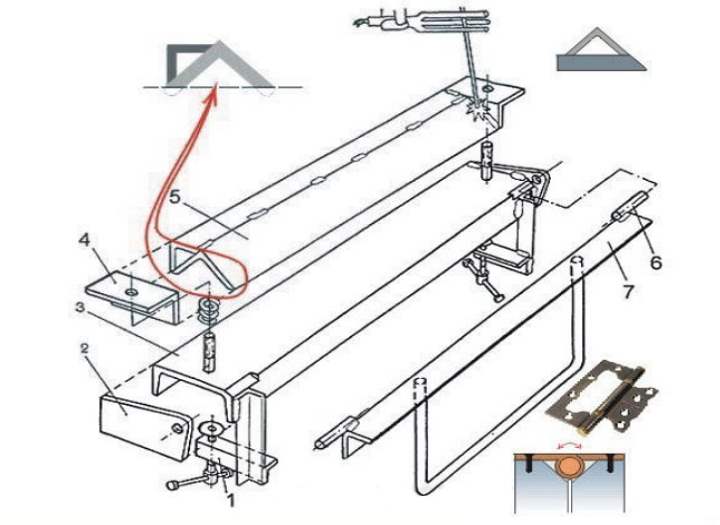
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
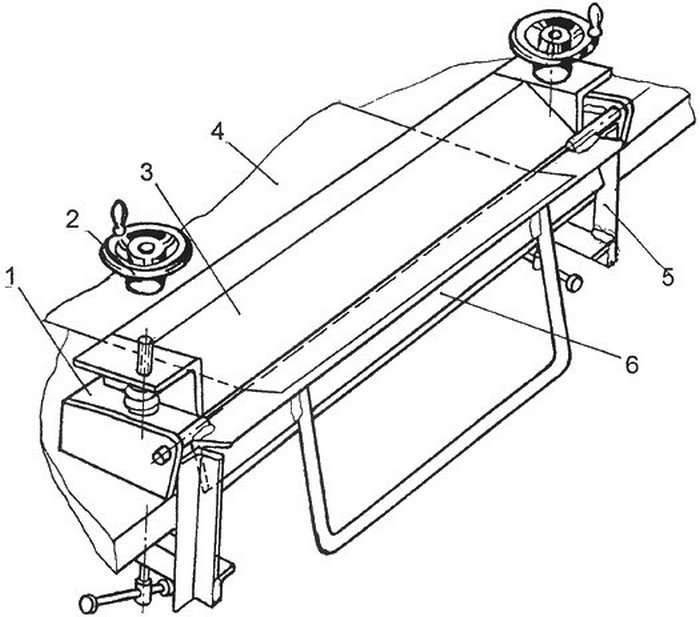
Устройство листогиба
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.Подробно устройство ручного роликового листогиба видно на фото:

В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.








Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.

В результате получается лист металла с ровной линией сгиба.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Листогиб — проекция сбоку

Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
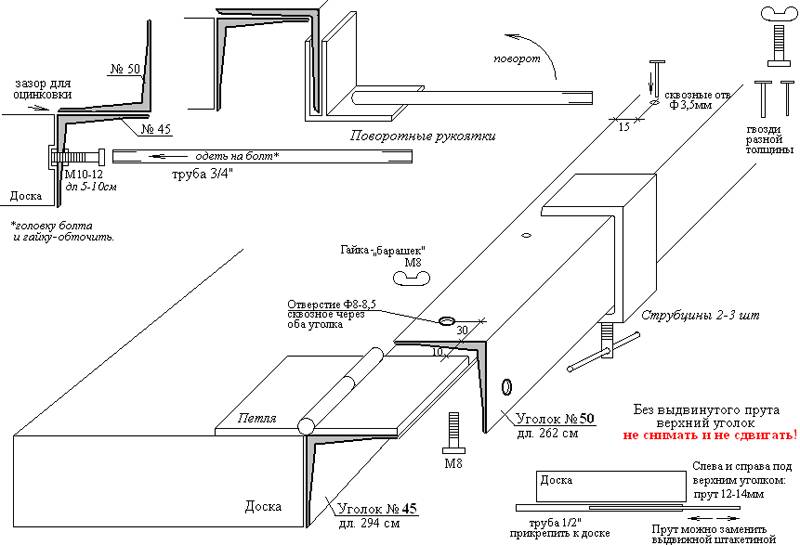
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Приваривают петли с двух сторон (проварить с лица и с изнанки).
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
К укосинам приварить гайку болта.
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

В данном самодельном станке для гибки листового металла есть много особенностей:


Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.









Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
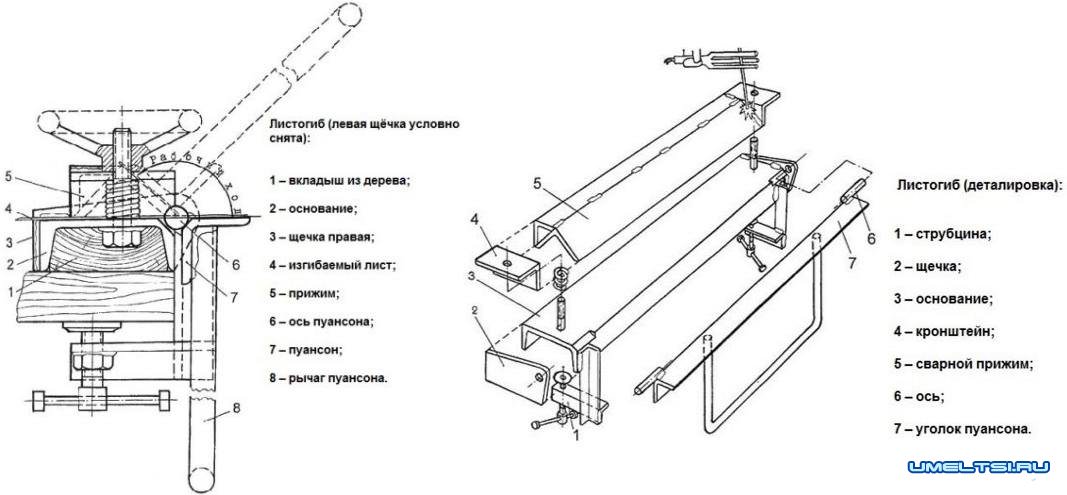
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Станок-листогиб: чертеж и пошаговый мастер-класс
Станок-листогиб — это полезный инструмент, который позволяет легко и точно изгибать листовой металл. Этот станок находит широкое применение в ремонтных мастерских и даже домашних цехах.
Список инструментов:
- Сварочный аппарат или доступ к услугам сварщика
- Угловая шлифовальная машина с отрезным диском
- Листовой металл (толщиной примерно 3-4 мм)
- Квадратная труба (профиль 40×40 мм)
- Уголки и стержни для крепления
- Болты, гайки и шайбы
- Ручная сверлильная машина
- Разметочные инструменты (линейка, маркер)
- Пилы и наждачная бумага
- Зажимы для фиксации материала





Подготовка:
- Разработайте детальный чертеж станка-листогиба, учитывая размеры и конструкцию.
- Подготовьте все необходимые материалы и инструменты согласно списку.
Изготовление рамы:
- Отрежьте квадратную трубу на отрезки соответствующей длины согласно чертежу.
- С помощью сварочного аппарата соедините отрезки трубы в соответствии с чертежом, создавая основную раму станка.

Изготовление верхней и нижней плиты:
- Используя листовой металл, отрежьте две плиты нужного размера для верхней и нижней частей станка.
- С помощью угловой шлифовальной машины отбейте острые края и удалите любые неровности.
Крепление плит к раме:
- Разметьте и сверлите отверстия на верхней и нижней пластинах, соответствующие отверстиям в раме.
- Закрепите плиты к раме с помощью болтов, гаек и шайб.

Создание прессующего механизма:
- Используя различные уголки и стержни, создайте механизм для прессования листового металла на станке.
- Подгоните размеры и расположение прессующего механизма согласно чертежу.
Финальная сборка:
- Установите прессующий механизм на раму станка и закрепите его надежно.
- Проверьте, что все детали станка правильно выровнены и закреплены.

Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Оборудование арочный профнастил
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Промышленные станки для изготовления профнастила
Часто говорят, что в заводских условиях профилированный лист изготавливается на прокатных станах. Но более правильно называть их линиями по производству профнастила, поскольку прокатный стан или станок по производству профилированного листа является только их частью.






В состав такой линии обычно входит следующее оборудование:
- консольный или двухопорный разматыватель;
- дисковый нож для отрезки от рулона стальной заготовки;
- многоклетевой прокатный стан;
- гильотинные ножницы для резки профилированного листа;
- приемное устройство с откатной тележкой;
- автоматизированная система управления линией.
Купить станок для изготовления профлиста можно и в другой комплектации. Многие производители предлагают в качестве дополнительных опций сменные модули прокатных станов. Сменные модули позволяют быстро перейти с выпуска одной марки профилированного листа на другую, не тратя времени на замену роликов прокатного стана.
Прокатный стан – ключевой элемент линии по изготовлению профнастила
Вам также могут предложить погрузчик для установки рулонов листовой стали на разматыватель и транспортировки профилированного листа от приемного устройства на упаковочный участок или склад готовой продукции.
Установка на производственную линию системы автоматизации позволяет создать высокопроизводительный станок для изготовления профнастила, цена которого будет немного выше полуавтоматических вариантов, но производительность при этом существенно вырастет. А именно от производительности зависит срок окупаемости и прибыльность вложений.
Производительность линии по изготовлению профнастила определяется скоростью прокатки. У современных автоматизированных линий эта характеристика может достигать 40м/мин. На самом деле производительность линии несколько меньше скорости прокатки. Это связано с тем, что некоторое время необходимо на отрезку каждого листа готовой продукции. Поэтому, при скорости прокатки 40 м/мин, производительность линии составит 32-34 м/мин.
Пульт автоматизации на станке по производству профлиста
Ниже в таблице приведена стоимость производственных линий для выпуска некоторых типов профилей.
Стоимость различных станков для производства профнастила
Наименование
оборудования
Станок
для производства
профнастила,
цена в руб. с НДС
Автоматизированный комплекс
для производства профнастила
С25-1050
2 137 500
Автоматизированный комплекс
для производства профнастила
С18-1100
1 710 000
Автоматизированный комплекс
для производства профнастила
С10-1100
1 898 820
Автоматизированный комплекс
для производства профнастила
С21-1000
2 057 220
Автоматизированный комплекс
для производства профнастила
Н114
3 727 500
Автоматизированный комплекс
для производства профнастила
Н75-750
3 135 000
Автоматизированный комплекс
для производства профнастила
С44-950
3 195 800
Автоматизированный комплекс
для производства профнастила
С7
1 463 000
Автоматизированный комплекс
для производства профнастила
НС35-1000
2 350 300
Автоматизированный комплекс
для производства профнастила
Н60-845
2 369 300
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.





