

Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Самодельный аппарат: трансформатор
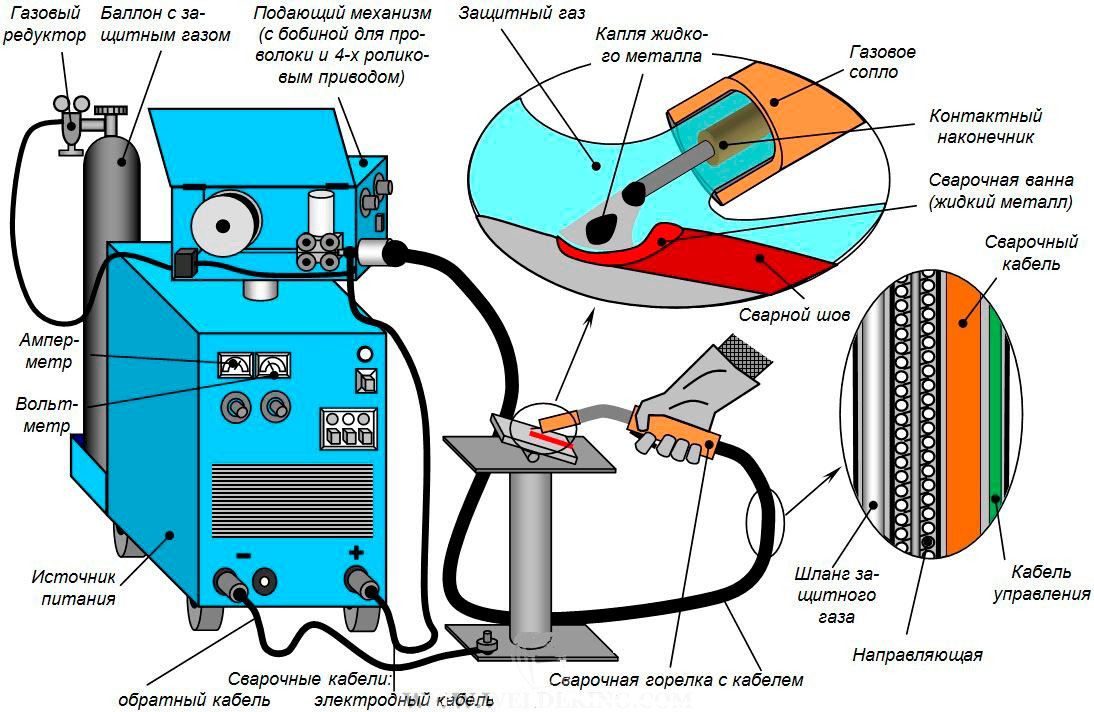
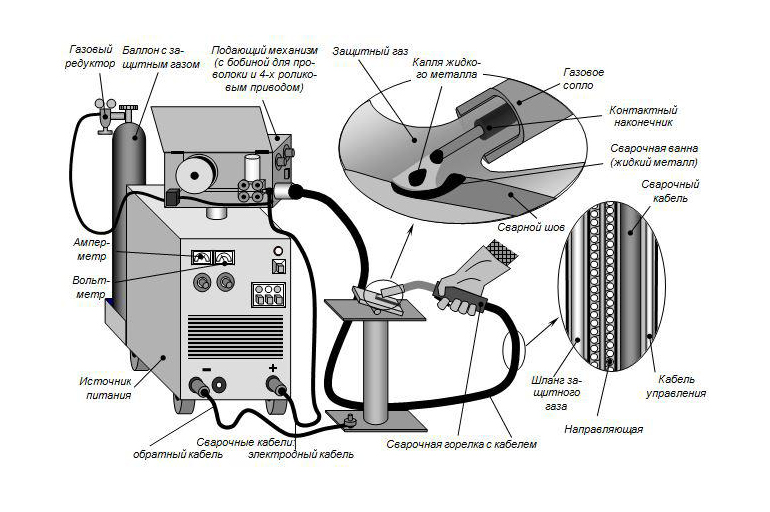
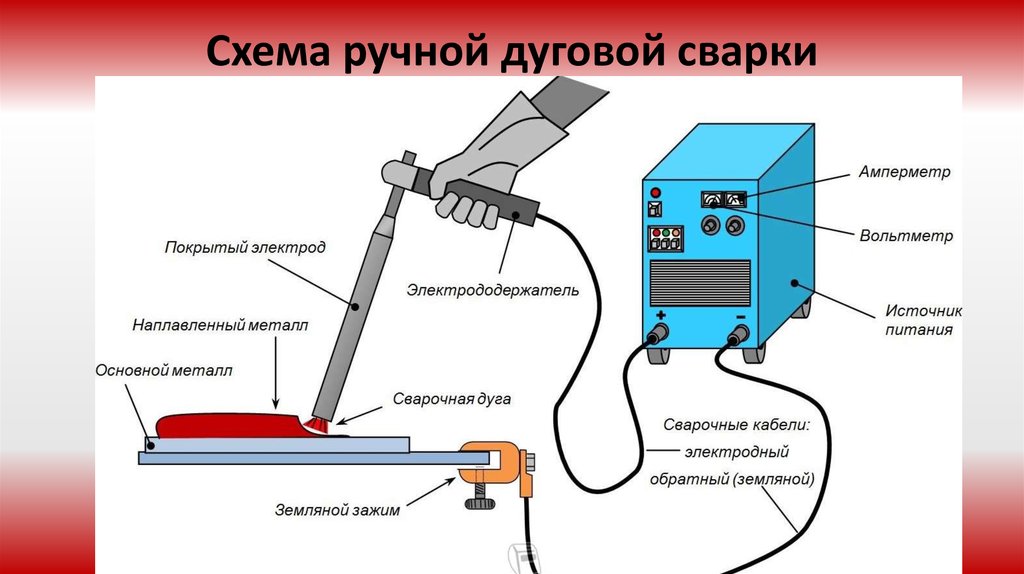
Основой любой схемы сварочного устройства является понижающий нормальное напряжение (с 220 В до 45-80 В) трансформатор. Он работает в специальном дуговом режиме с максимальной мощностью. Такие трансформаторы просто обязаны выдерживать очень большие токи номиналом около 200 А. Их характеристики должны согласовываться, ВАХ трансформатора непременно должна всецело соответствовать специальным требованиям, иначе ее нельзя применить для режима дуговой сварки.
Сварочные аппараты (их конструкции) сильно разнятся. Разнообразие сварочных самодельных трансформаторов огромно, ведь в конструкциях очень много поистине уникальных решений. Помимо этого, самодельные трансформаторы очень просты: в них отсутствуют дополнительные устройства, предназначенные для непосредственной регулировки тока конструкции, которая протекает:
Конструкция самодельного сварочного полуавтомата.
- с помощью узкоспециализированных регуляторов;
- путем переключения некоторого числа витков катушек.
Трансформатор в основном состоит из таких элементов:
- Магнитопровод металлический. Выполняется путем набора пластин из трансформаторной стали.
- Обмотки: первичная (сетевая) и вторичная (рабочая). Они бывают с выводами для регулировки (путем переключения) или для схемы устройства.
При расчете трансформатора на необходимый ток, варку производят, как правило, сразу с рабочей обмотки, не навешивая схем и разнообразных элементов ограничения и регулировки. Первичную обмотку необходимо выполнять с клеммами, отводами. Они служат для увеличения-уменьшения тока (например, поднастроить трансформатор при малом напряжении сети).
Главная часть любого трансформатора — его магнитопровод. При изготовлении самодельных разработок применяют магнитопроводы со списанных статоров электродвигателей, старых телевизионных и силовых трансформаторов. Поэтому и существует огромное разнообразие разработанных народными умельцами различных магнитопроводов для таких устройств.
Параметры (основные):
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а).
- размеры магнитопровода;
- обмотки — число витков;
- уровень напряжений на входе-выходе;
- I п — ток потребляемый;
- I max — ток максимальный выходной.
Характеристики дополнительные просто невозможно оценить или измерить дома, даже с помощью приборов. Но как раз они и определяют годность трансформатора аппарата для формирования качественного шва при питании в режиме сварки руками.
Это напрямую зависит от того, как трансформатор «держит ток» и называется внешняя ВАХ (ВВАХ) питания.
ВВАХ — зависимость потенциалов (U) на разъемах и тока сварки, который меняется от нагрузочных свойств трансформатора и от электрической дуги.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.
Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
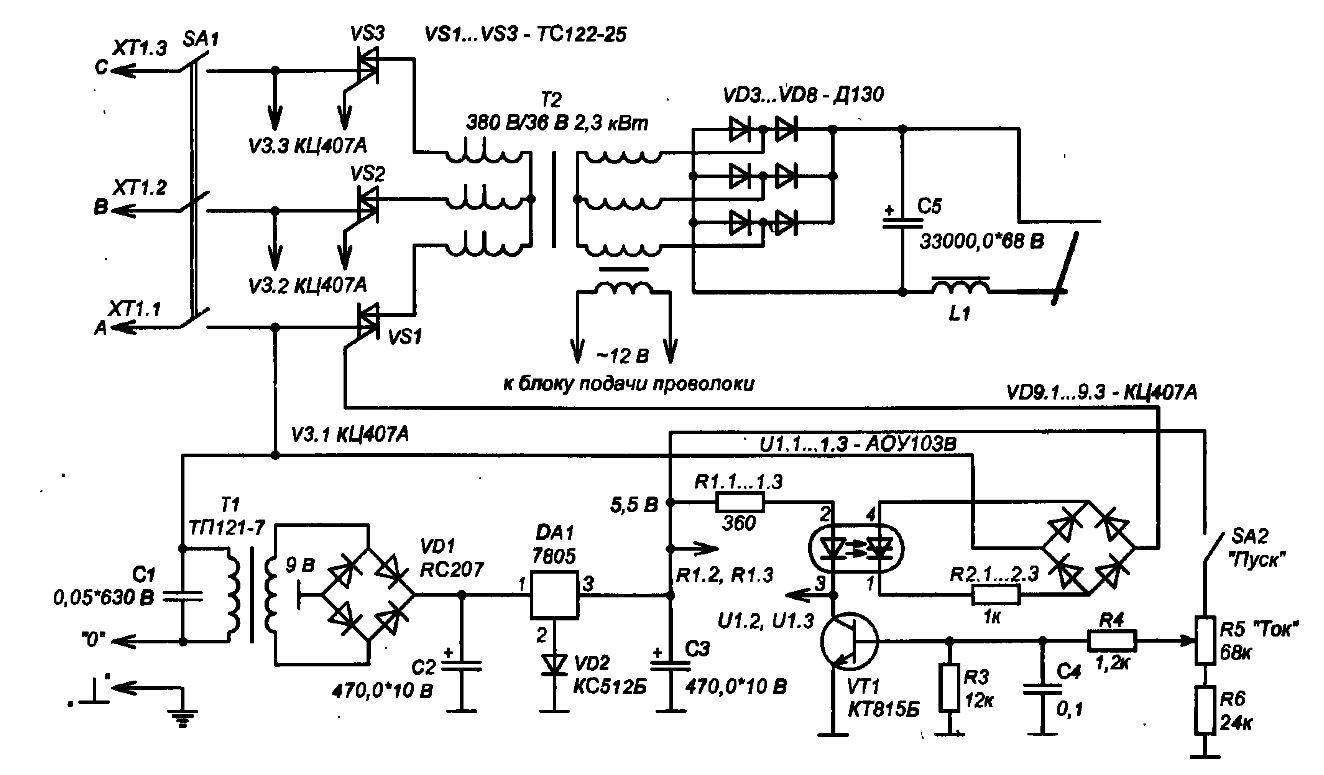
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Свойства конструкции агрегата
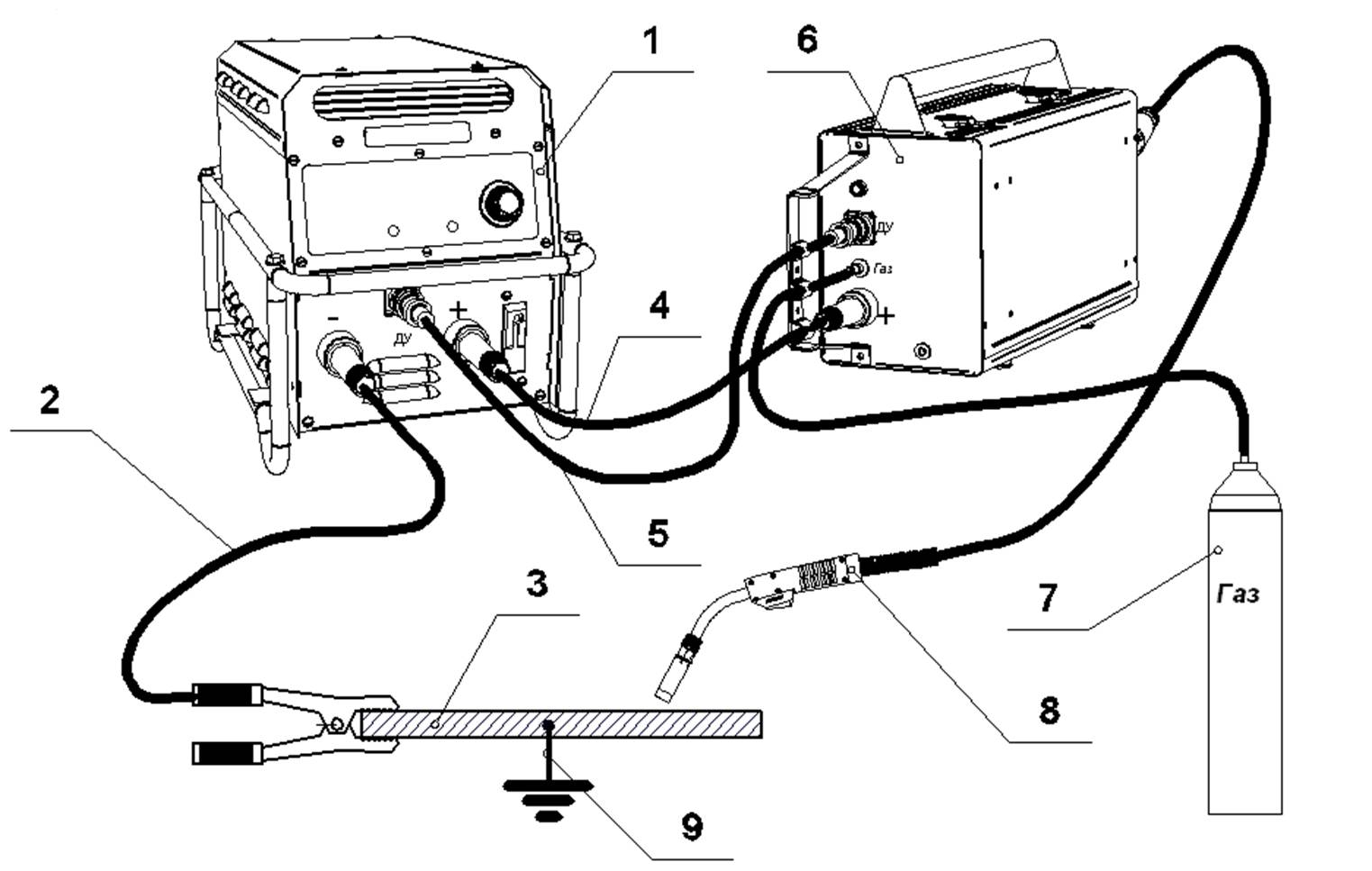
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений
Обращают внимание на толщину металла. Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда. Обратный молоток не используется в сочетании с алюминием
К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой


Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Порядок работы
Ниже представлена инструкция, как сделать точечную сварку, используя ненужную в хозяйстве микроволновку:
Разобрать старую СВЧ-печку. Вытащить трансформаторное устройство на 800 А. Заняться разбором блока питания компьютера. Вам потребуется лишь стальной корпус и разъём питания 220 вольт. В дальнейшем он будет использоваться для размещения «начинки» сварочного агрегата.
Обратите внимание!
Электросамокат своими руками — мастер-класс с пошаговыми инструкциями работы своими руками. Советы и простые схемы для начинающих + лучшие фото-обзоры
- Кресло-качалка своими руками: ТОП-120 фото лучших вариантов изготовления. Мастер-класс по созданию кресла-качалки в домашних условиях
- Коптильня из газового баллона — лучший мастер-класс по изготовлению самодельной коптильни с пошаговыми фото-схемами для начинающих
Поместить внутрь корпуса трансформатор, плату таймера и переходник питания. Примерить и отметить места отверстий – потом их надо будет проделать при помощи дрели.
Удалить вторичную обмотку трансформатора, заменив силовым кабелем. При этом демонтировать трансформаторные пластины не потребуется. Достаточно срезать обмотку вначале с одного края, затем с другого, используя стамеску и молоток. После этого останется убрать остатки проволоки сверлом.
Сделать новые обмотки из силового кабеля. Поставить модифицированный трансформатор в корпус. В области нахождения решётки просверлить 2 отверстия. Продеть через них выводы катушки. Проделать ещё отверстия, теперь в днище корпуса, для установки транса.
Подсоединить к передней панели механизм таймера. Продеть светодиод, выпаянный из платы и удлинённый проводами, в сделанное ранее отверстие.
Стальными уголками прикрепить рейку из дерева к корпусу сварочного аппарата.
Обратите внимание!
- Компрессор своими руками: ТОП-130 фото-обзоров готовых компрессоров. Пошаговая инструкция + схемы и чертежи
Ветрогенератор своими руками: ТОП-170 фото-обзоров готовых приборов. Подробная инструкция по самостоятельному изготовлению для начинающих
Теннисный стол своими руками: ТОП-150 фото лучших идей изготовления. Мастер-класс по созданию теннисного стола в домашних условиях
Достать с клеммной колодки клеммники, надеть их на контакты кабеля, которые требуется перед этим зачистить, и прикрутить на шурупы к рейке. Оснастить рейку кнопкой пуска, предварительно проделав под неё отверстие.
Медную проволоку использовать для создания электродов. Не забыть обточить концы. Закрепить сделанные из меди электроды в клеммниках.
Дополнить конструкцию пружиной для возврата контактов устройства на первоначальную позицию. С данной целью требуется прикрутить к верху корпуса ещё одну рейку из дерева. Вот и всё. Работа над созданием самодельного агрегата точечной сварки завершена.
Получившийся инструмент имеет довольно высокую мощность. Поэтому, дабы избежать прожигания отверстий в тонких металлических листах, рекомендуется устанавливать меньшие временные параметры на таймере. Кроме того, компактные размеры такой сварки позволяют разместить её даже в малогабаритной студии.
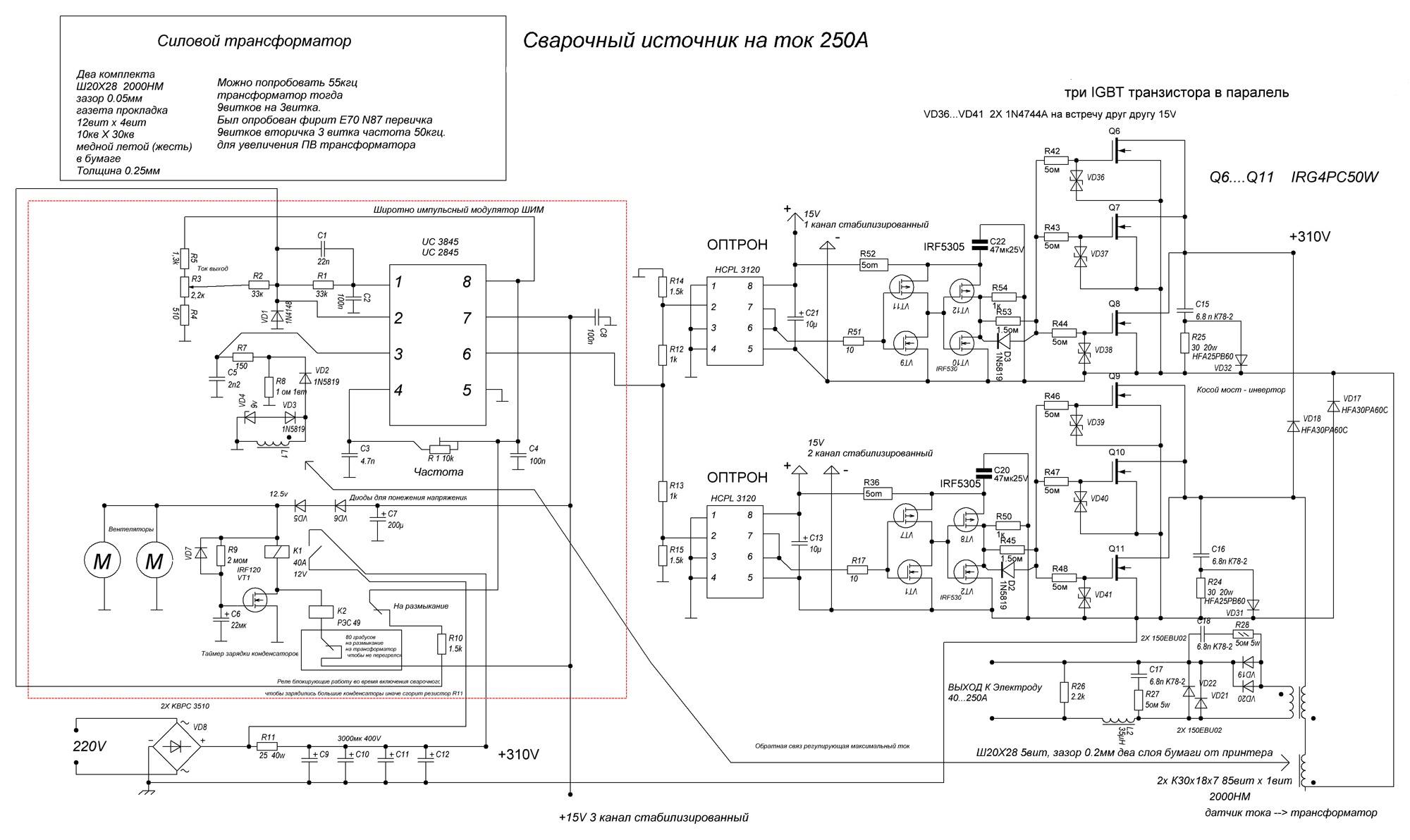
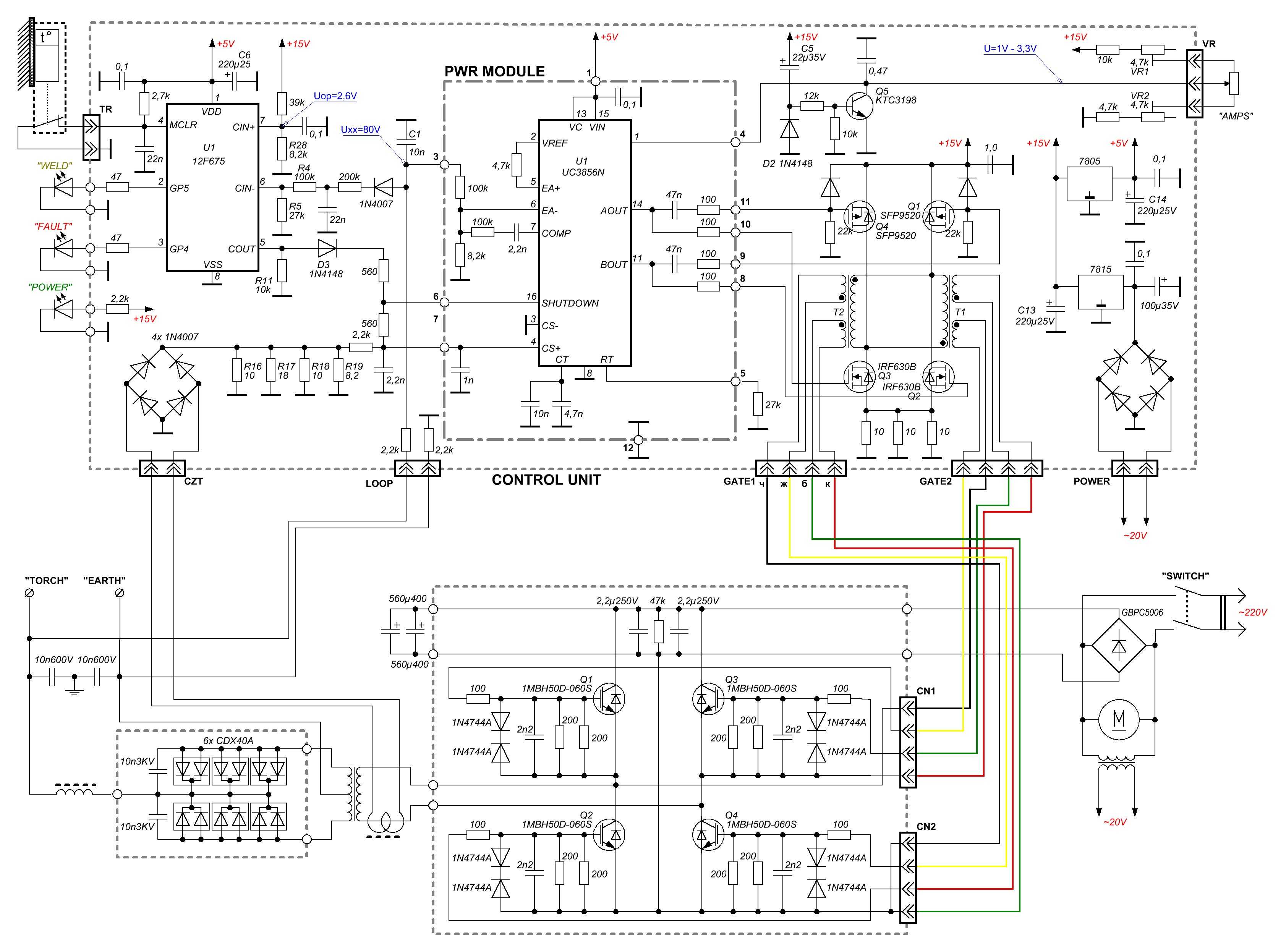
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам. Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.

Ремонт сварочного инвертора

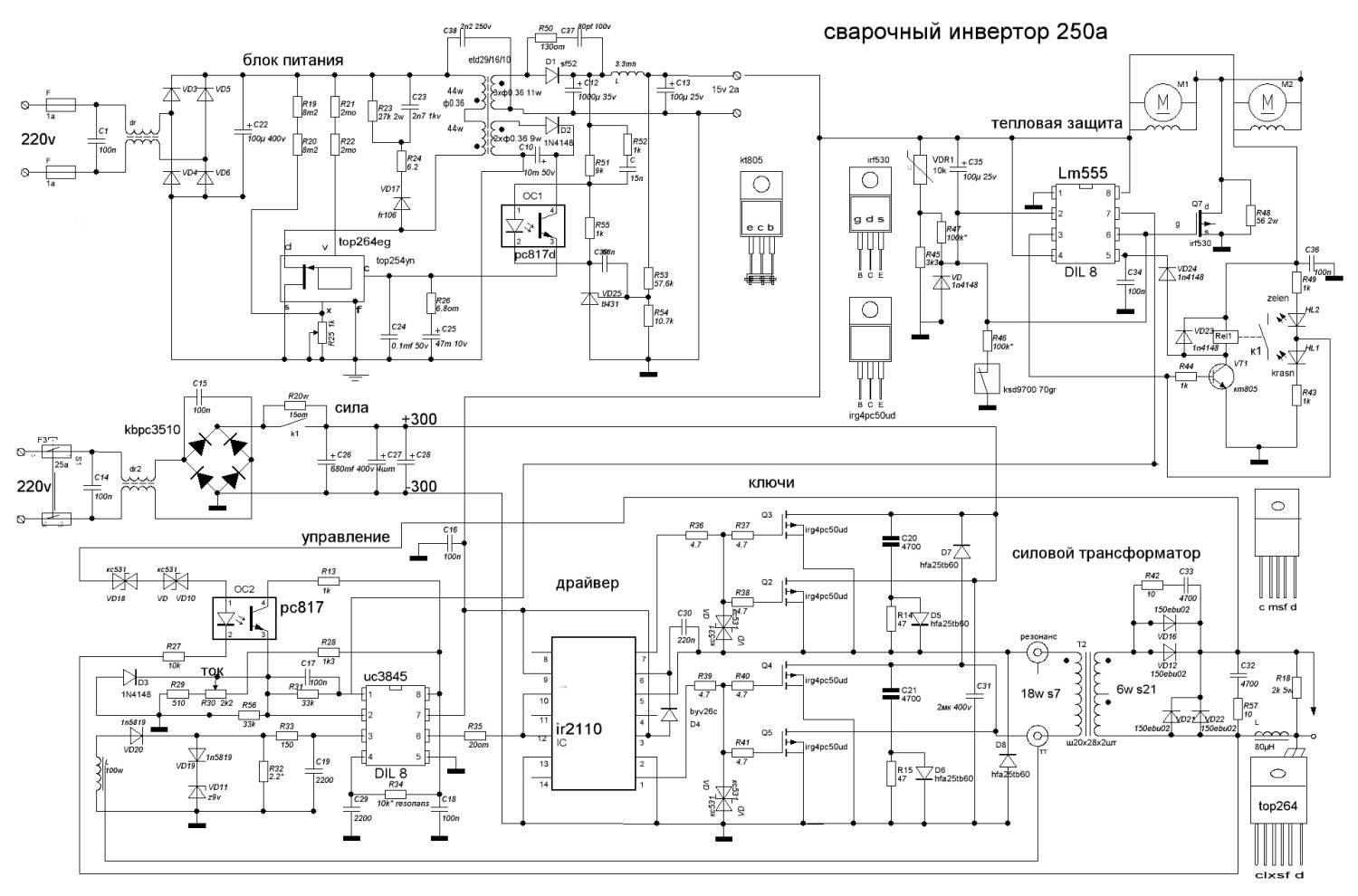
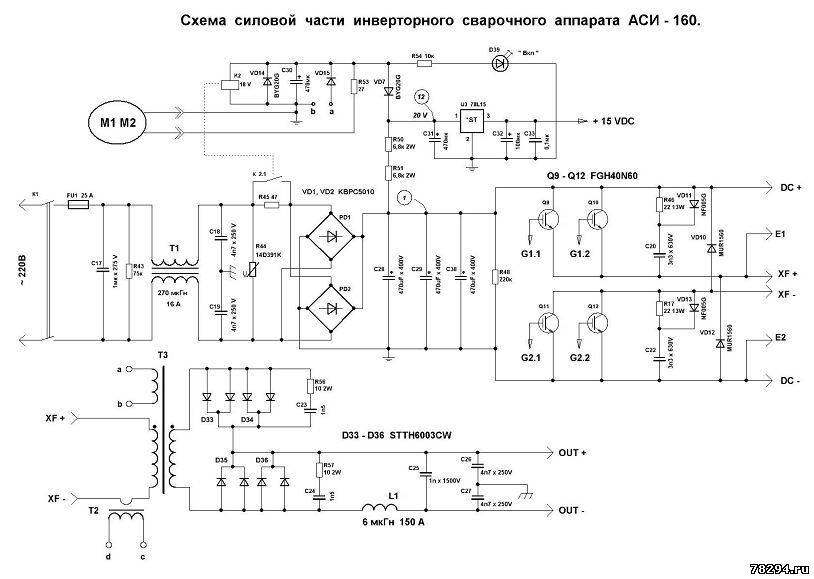
Схема сварочного инвертора

Принцип работы сварочного инвертора

Рейтинг сварочных инверторов

Какой сварочный инвертор лучше выбрать для дома и дачи
Индукционный нагреватель из сварочного инвертора
Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:



- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.
В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
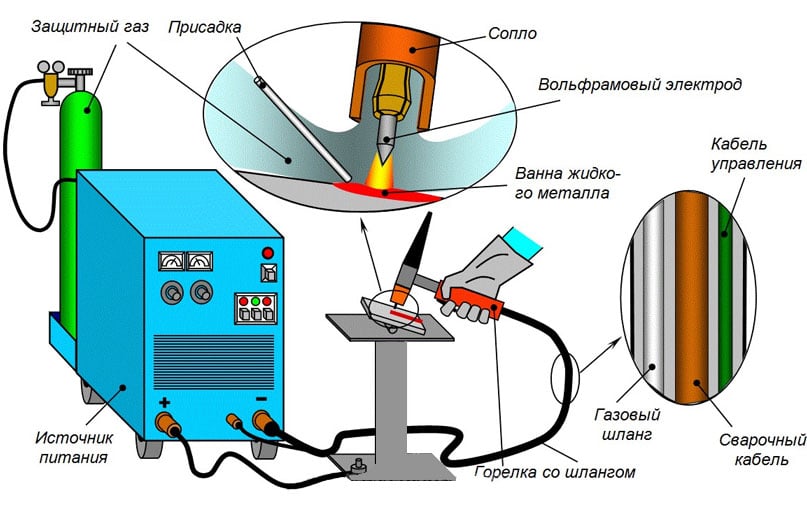
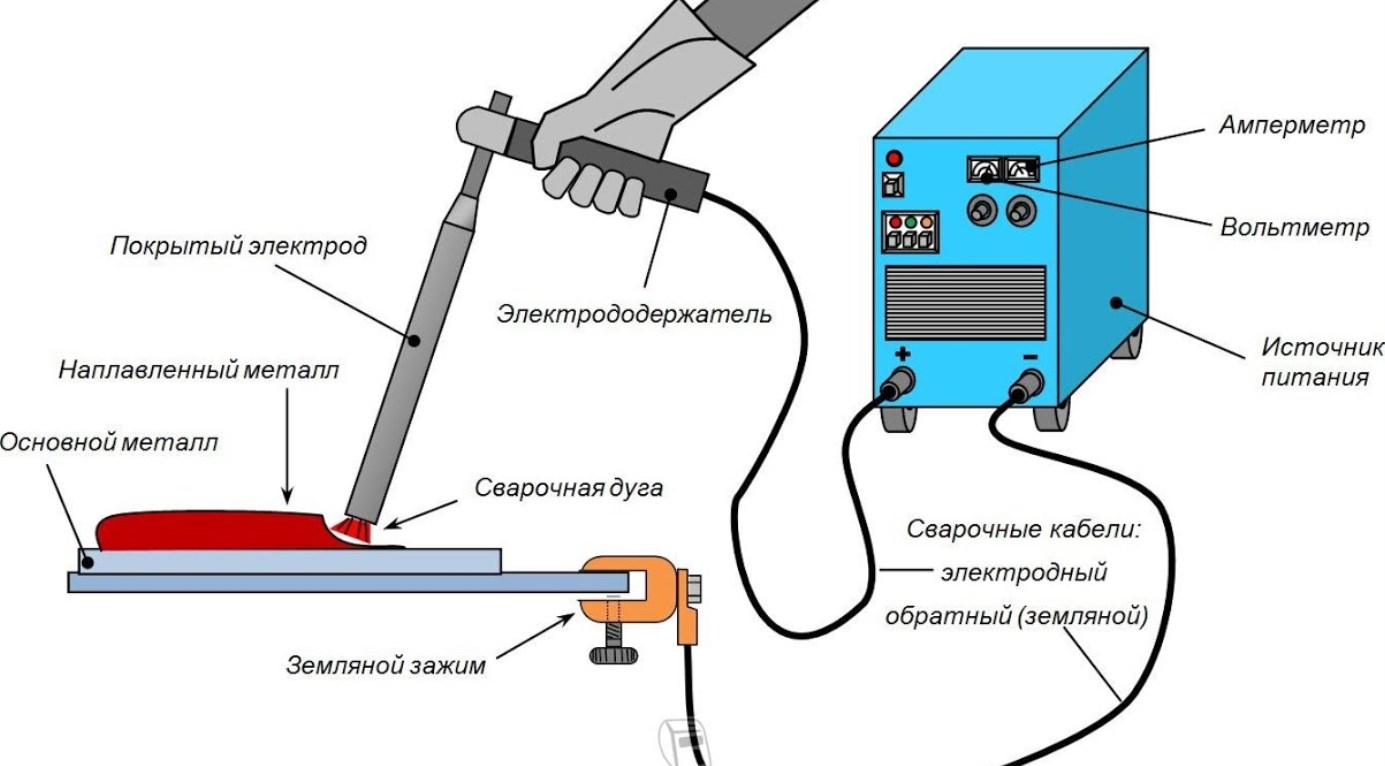
Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.

Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
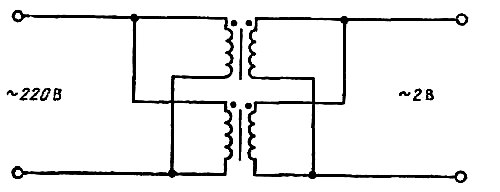
Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.

Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
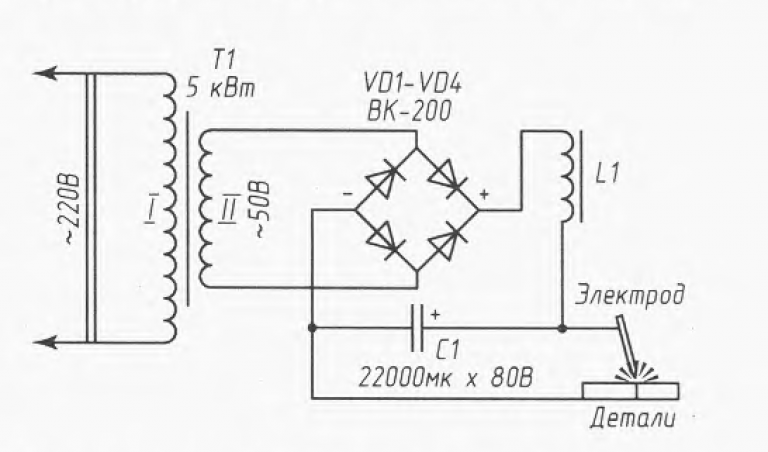
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
 Схема конденсаторной сварки трансформаторного типа
Схема конденсаторной сварки трансформаторного типа
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.
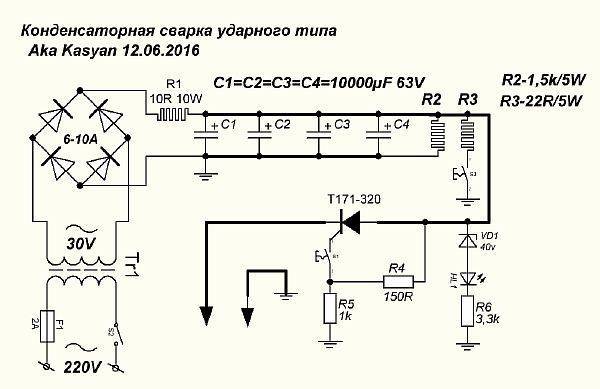 Схема конденсаторной сварки ударного типа
Схема конденсаторной сварки ударного типа
Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
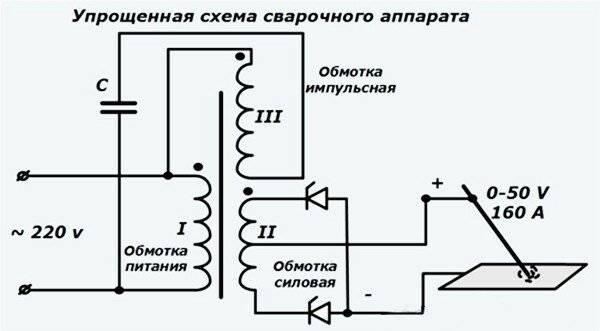
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
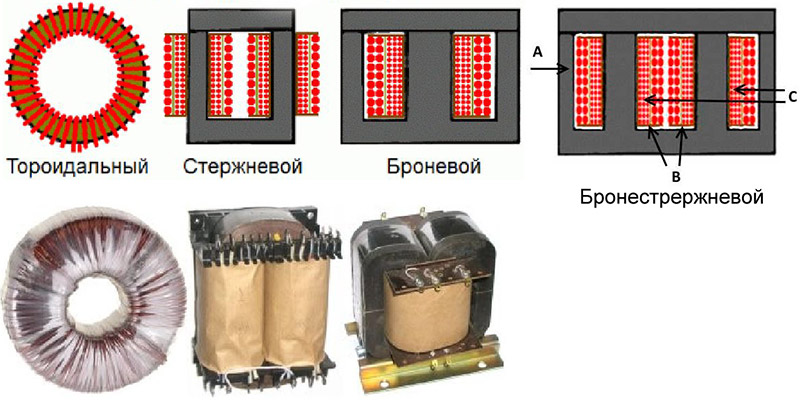 Виды магнитопроводов
Виды магнитопроводов
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.

Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью
При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Динамическая характеристика
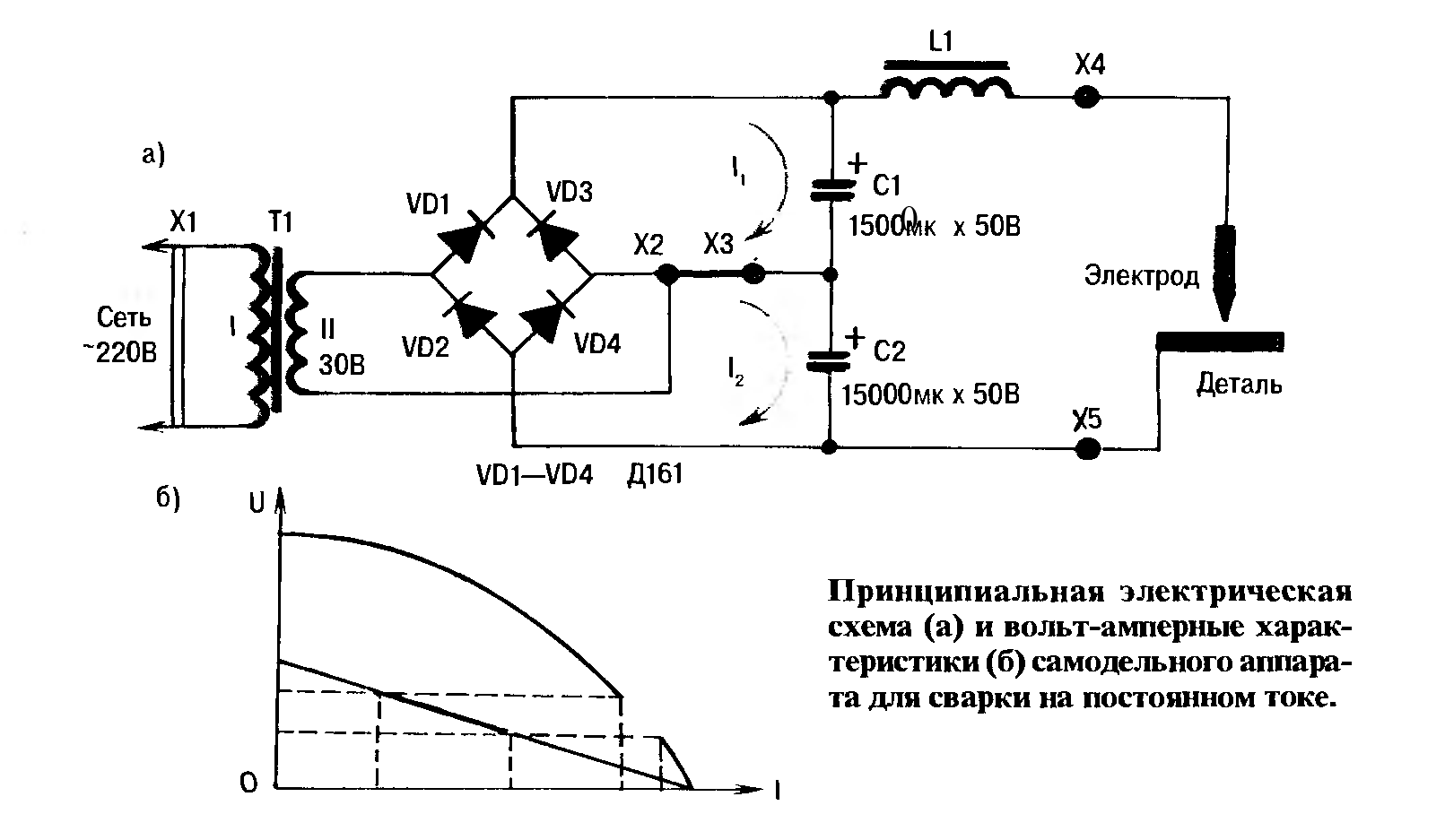
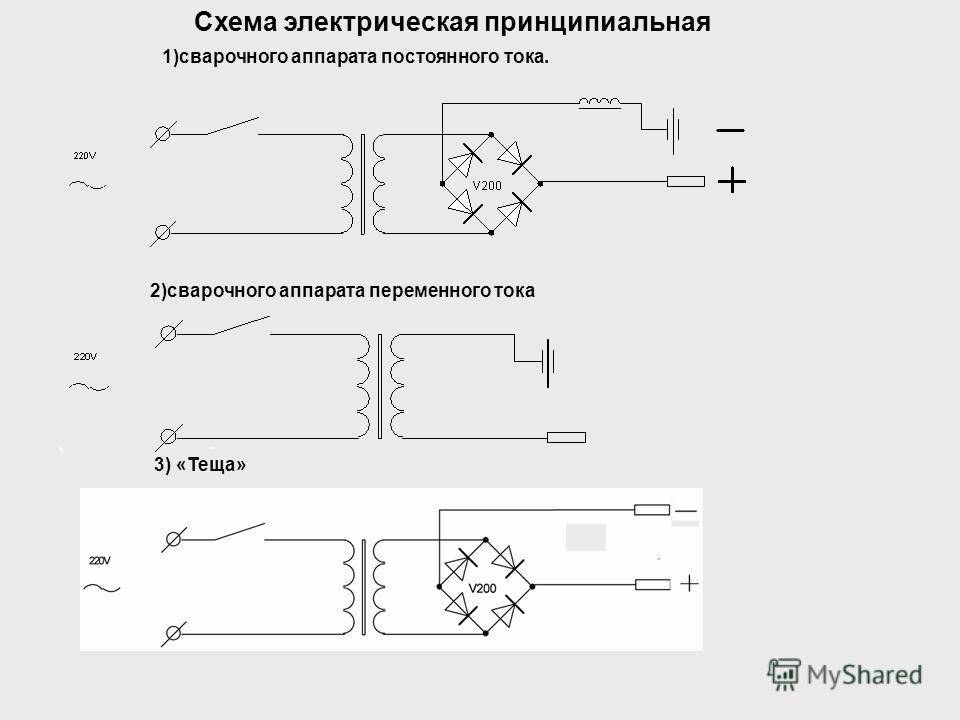
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Еще один полезный технический параметр, характеризующий работу устройства — динамическая характеристика (ДХ) вашего блока питания, который должен обладать быстрой реакцией на изменения электропараметров дуги (тока, напряжения). Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги.
Это время и есть ДХ блока питания. Оно не должно быть более 25 Вольт/0,05 секунд. Эта ДХ сказывается при замыкании раскаленного металла на деталь, в момент перехода трансформатора в короткозамкнутый режим. При этом сила тока КЗ в обмотке вторичной может достигать двойной величины, а сварочные аппараты для сварки руками, из-за такого соотношения, могут иметь отрицательный фактор.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги. Она продолжает гореть при увеличении ее длины
Эластичность дуги величина количественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга возгорается только при достижении нужного напряжения в начальном полупериоде. Дуга тока переменного гаснет и зажигается 100 раз/сек отдельными вспышками. Это возможно изменить потенциалом холостого хода и сдвигом фаз между потенциалом холостого хода и дуговым током. Уменьшить паузы длительности горения электродуги можно, увеличив потенциал холостого хода.
Но не рекомендуется (из-за электробезопасности) увеличивать его больше 80 В. Это решается применением схемотехники, например, включив дросселя, создающие сдвиг фаз напряжения и тока. Электродуга, после доработки поддерживаемая самоиндукцией, может и не прерываться.





